Denna instruktion är en svensk översättning av den engelska instruktionen på https://help.prusa3d.com/en/article/clogged-nozzle-hotend-mini_112011.
Ett igensatt munstycke (nozzle) eller hotend är ett vanligt problem för FFF / FDM-skrivare. Om det inte finns några problem trycks filamentet (plasttråden) in i hotend, smälts och extruderas sedan genom munstycket. Om PTFE-röret är skadat (ärrigt, förvrängt) eller om det finns föroreningar i filamentet, kan det dock fastna i hotend och täppa till 3D-skrivaren.
Hur upptäcker jag igensatt munstycke (nozzle)/hotend?
Visuell kontroll
- Når filamentet munstycket? Kontrollera det långa Bowden PTFE-röret.
- Kommer filamentet ut ur munstycket? Var uppmärksam när du laddar filamentet.
- Delvis igensatt munstycke – luckor/glapp i utskriften och saknade skikt.
- Delvis igensatt munstycke – filament slingrar sig uppåt och fastnar på undersidan av munstycket.
Ljudcheck
- klickande ljud från extrudern

Saknade skikt kan vara ett tecken på ett delvis igensatt munstycke
Delvis igentäppt munstycke
Ibland fastnar det lite smuts eller plastrester inuti munstycket så att det blir partiellt igentäppt. Det betyder att skrivaren är i stånd att tryck igenom lite filament, men det räcker inte för att skriva ut objektet ordentligt, vilket leder till synliga luckor och saknade lager. Ett tidigt tecken på ett igensatt munstycke är att filamentet inte strängsprutas konsekvent rakt ner, utan krullas upp och fäster vid munstyckets undersida.
Extrudern klickar
Hotend eller munstycket är delvis eller helt igensatt och det inre motståndet mot filamentflödet är större än vad kugghjulen klarar av. Som ett resultat hoppar kugghjulen vilket leder till ”klickande” ljud och i de flesta scenarier också till slipning av filamentet.
Det är viktigt att notera att stopp i matningen kan förekomma på flera ställen längs plasttrådsbanan. Därför är det viktigt att felsöka systematiskt och leta efter var felet sitter. Exempelvis så löser det ju inte problemet att byta munstycke om matningen av filamentet kärvar på grund av ett skadat PTFE-rör.
Hur fixar jag den igensatta skrivaren?
Att välja rätt metod beror på om du åtminstone delvis kan ladda/lossa filamentet eller om filamentet fastnat helt i skrivaren.
Innan du börjar fixa skrivaren, försök ladda bort filamentet (unload) och ta bort det helt. Om du inte kan göra det kan det tyda på ett allvarligare problem, men vi kommer också att hantera det här.
Flytta också skrivarhuvudet uppåt med LCD-menyn – Inställningar – Flytta axel – Z-axel eller genom att trycka länge på kontrollratten, så får du bättre tillgång till de delar som är igensatta.
Extruderns tomgångsskruv
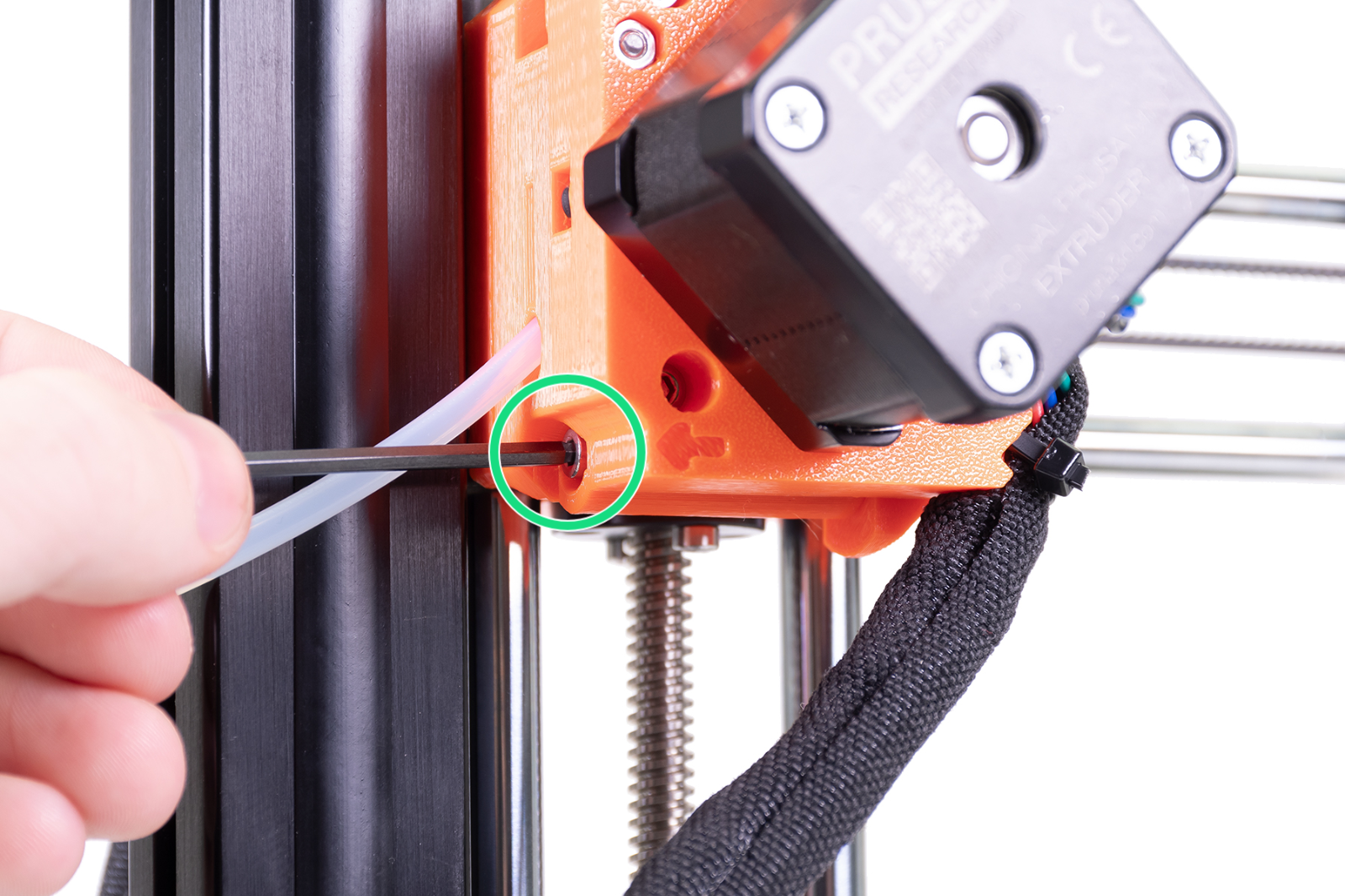
Tomhjulsskruven finns precis nedanför PTFE-röret där du laddar filamentet (vänster bild). Detta justerar plasttrådens tryck mot matarkugghjulet.
Om du upptäcker att strängspruttrådens remskiva är full av plastrester kan tomgångsskruven ha justerats för hårt. Den kan justeras med insexnyckeln på 2,5 mm. Skruvskallen ska skruvas in så att den ligger precis i nivå med plastdelen som pressar in mot extrudern när filamentet inte är laddat.
 |  |
Löparskruven ska vara i jämnhöjd med plastdelen när filamentet INTE är laddat.
Kalldragning (lastning / lossning möjlig)
Om du kan ladda och lossa filamentet, men ändå fortfarande upplever partiella matningsproblem, försök först med denna teknik, som använder en delvis smält filamenttråd för att plocka upp skräp inuti hotend och dra ut det. Vi har förberett en detaljerad artikel om Cold pull (MINI).
När du är klar, gå till punkten i den här artikeln för att lära dig hur man letar efter en smutsig extruderrulle.
Tvinga igensättningen (omöjligt att ladda filament)
Ibland kan inte kugghjulen mata igenom filamentet, men det betyder inte att du måste börja med demonteringen på en gång. Genom att höja temperaturen ytterligare över smältpunkten kan du kanske ta bort täppan tillsammans med skräpet.
Försök med följande:
- Gå till LCD-menyn – Inställningar – Temperatur – Munstycke och höj temperaturen cirka 40-50 ° C över den normala utskriftstemperaturen (för PLA-användning 260 ° C, för PETG-användning 280 ° C).
- När munstycket har nått den önskade temperaturen, vänta i cirka 2-3 minuter – filamentet ska smälta helt och börja droppa ut.
- Använd den medföljande akupunkturnålen (0,3 mm) och tryck in den i munstycket underifrån. Skjut in och ut flera gånger, i flera riktningar. Ta sedan bort den och försök ladda filamentet igen.
- Om nålen inte hjälpte, ta bort Bowden PTFE från skrivhuvudet och skjut in filamentet manuellt. Glöm inte att hålla i slutet av X-axeln med den andra handen, annars kan du vrida axeln.
- Om filamenttäppan inträffade med PLA kan du försöka ladda ett material som smälter vid högre temperaturer, till exempel ASA, ABS, PC.
- Den sista utvägen är en styv metalltråd (1,5 mm diameter, 100 mm längd). För in den från toppen istället för filamentet. Skjut ner den genom hotend, men var försiktig och varsam. Du kan av misstag skrapa PTFE-röret.
- När du är klar med täppan, gå till det sista kapitlet, kontrollera om det finns smutsig extruderrulle.
- Om du inte kan skjuta filamentet eller tråden igenom måste du ta isär hotend och hitta den plats där filamentet sitter fast. Se nästa metod.
Demontering av hotend
(ladda / lossa omöjligt)
Vissa ingentäppande plastrester kan inte tas bort lätt och kräver att du demonterar hotend delvis. Filamentet sitter antingen fast i PTFE-röret eller i munstycket. Vi rekommenderar att du ser vår mer omfattande guide om hur man byter ut ett hotend PTFE-rör (MINI / MINI +), men har beskrivit proceduren nedan.
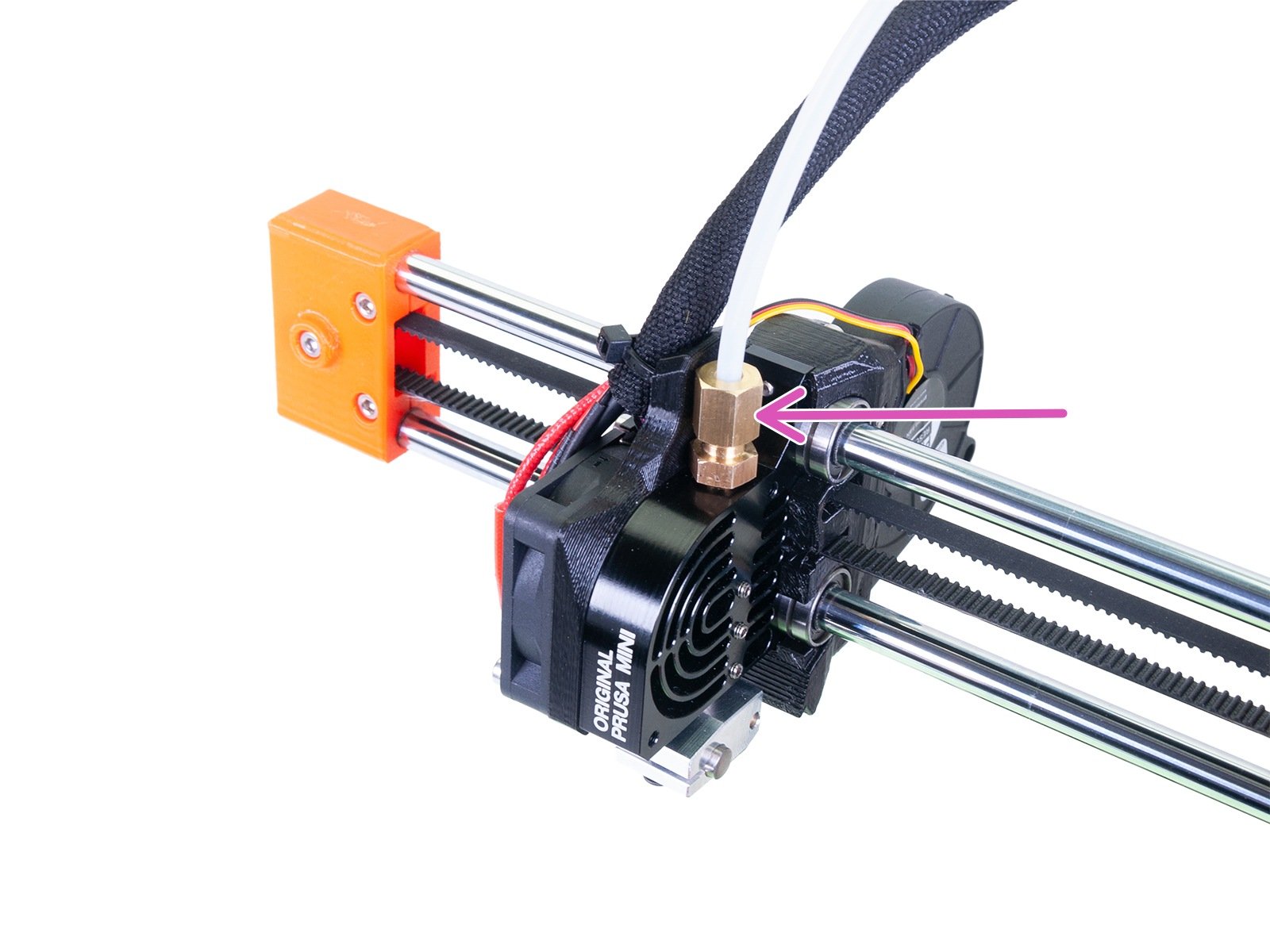
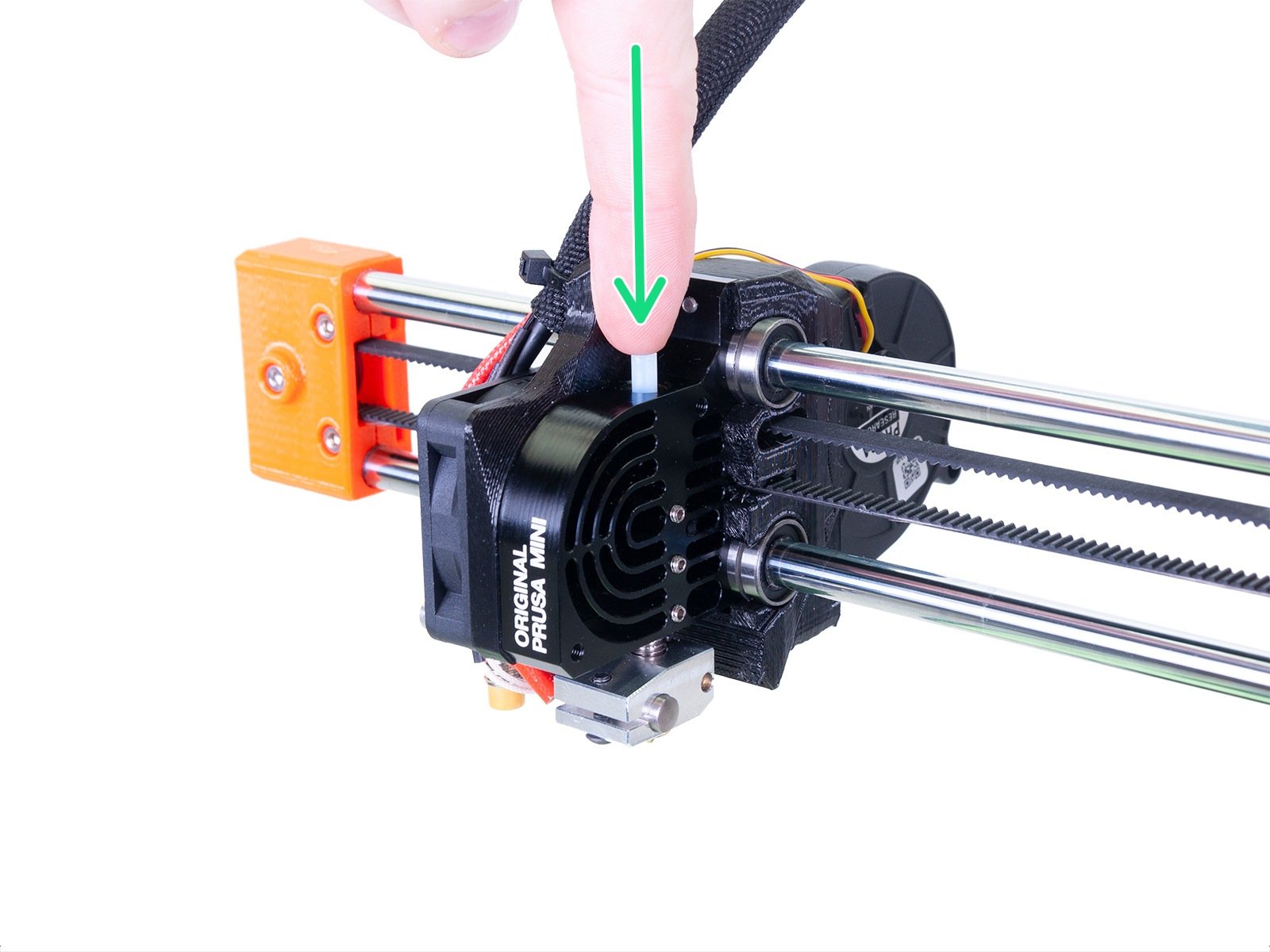
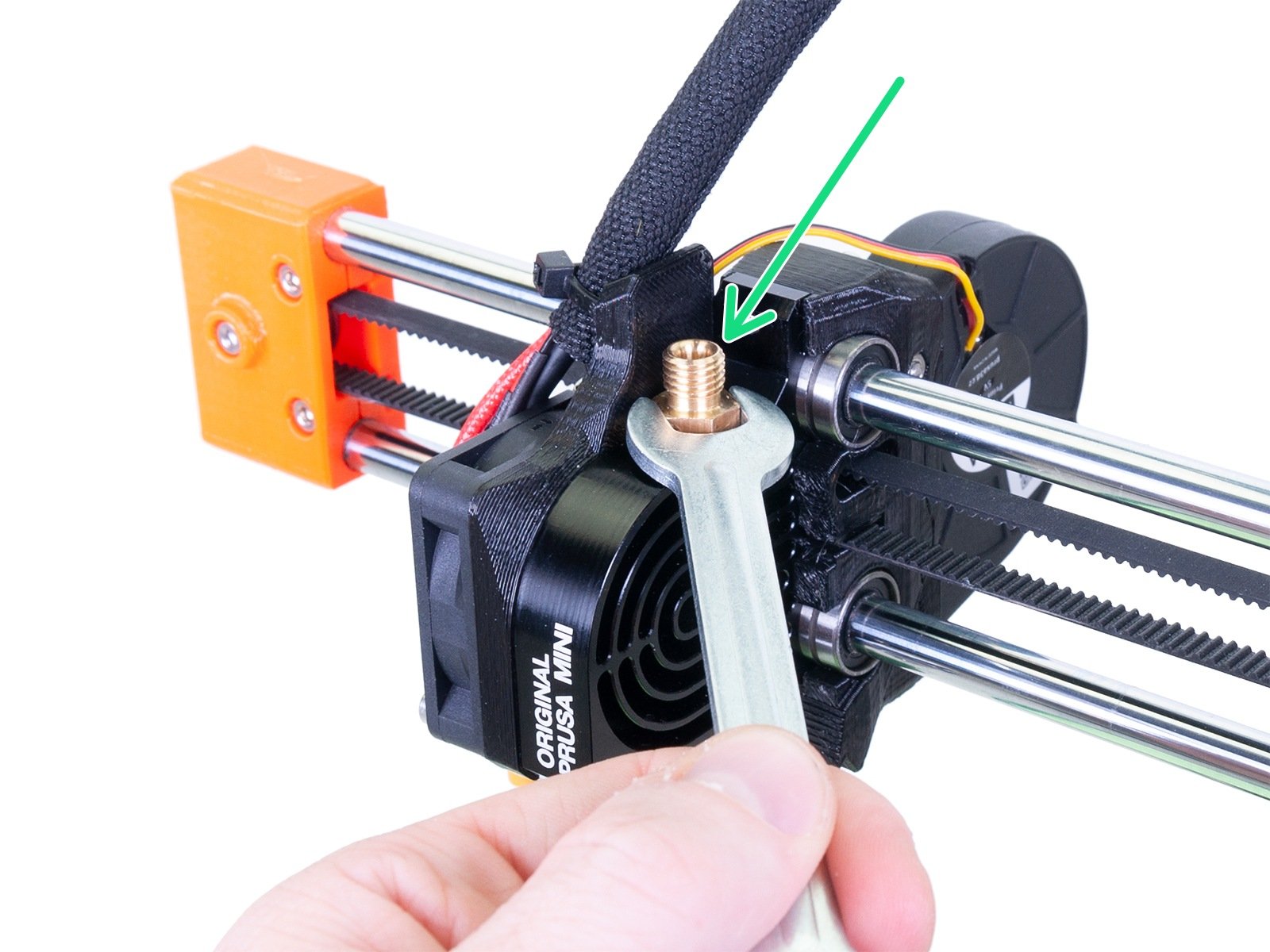
- Ta bort Bowden-röret som kommer från extrudern och mässingsbeslaget som håller PTFE-röret med din 10 mm blocknyckel. Om munstycket värms upp kommer du nu att kunna dra ut något filament med Bowden-röret.
 |  |
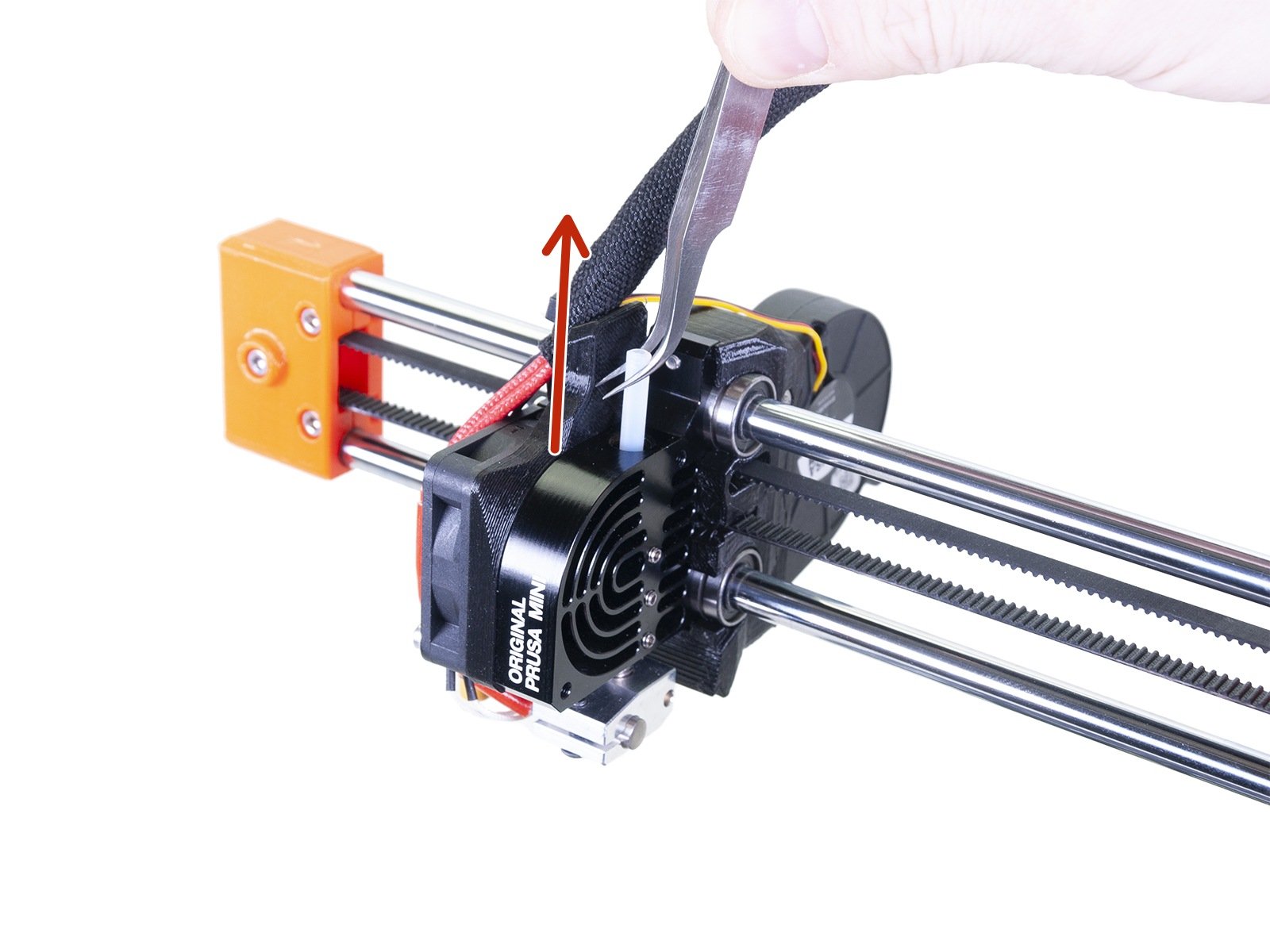
- Dra försiktigt ut det gamla PTFE-röret från kylflänsen med en tång eller en pincett.
 |  |
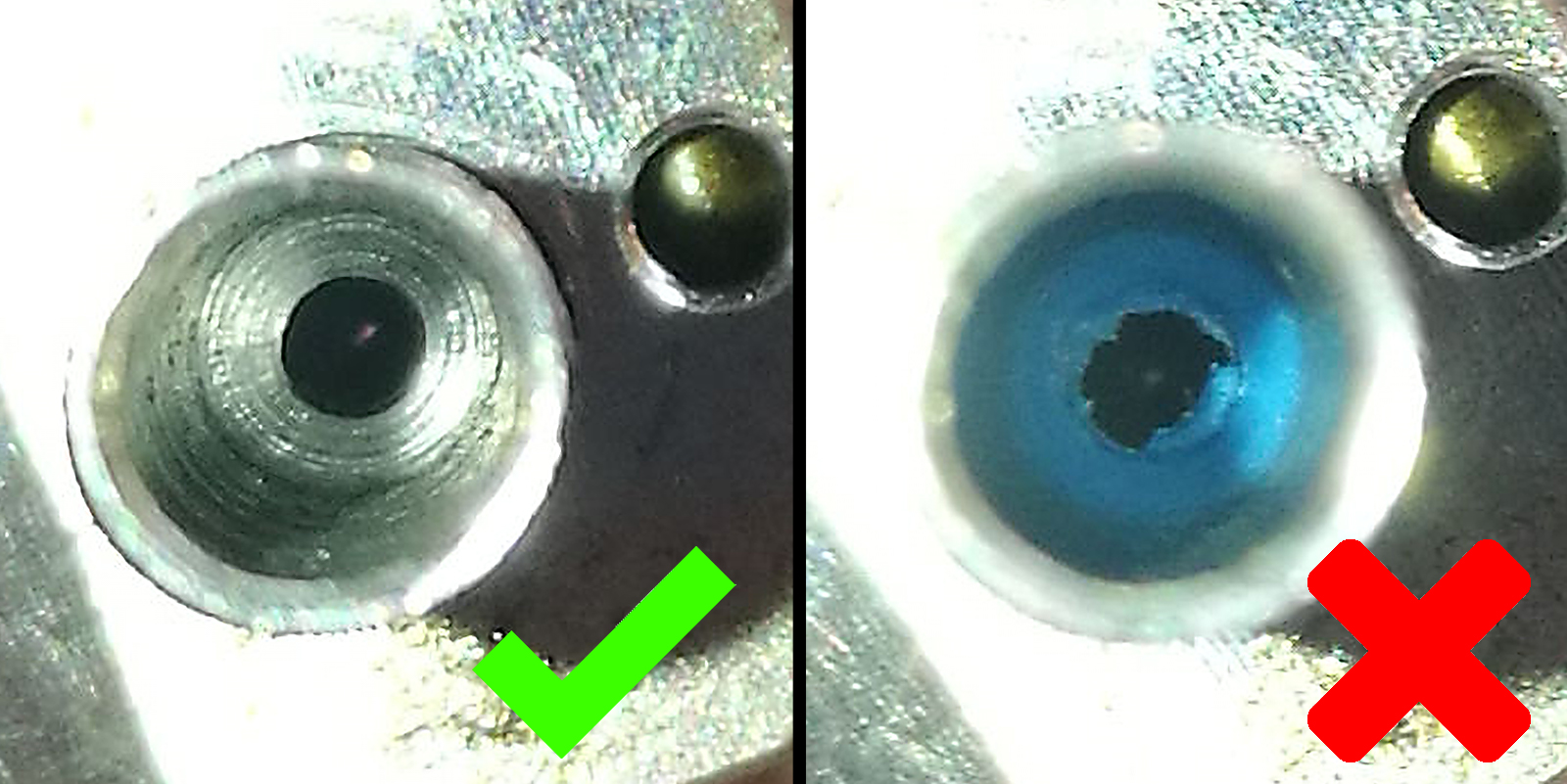
- Undersök PTFE-röret. Kontrollera PTFE-röret för eventuella skador och byt ut det vid behov. En extra PTFE ingår i skrivaren.
- Rengör rester av filament från hotend. Värmeblockets botten ska vara ren och blank. Du kan ta bort alla filament genom att göra ett kalldrag utan att PTFE-röret är installerat.
 |  |
- Sätt in PTFE-röret i värmeblocket igen och skruva fast mässingsbeslaget hela vägen och skruva sedan loss det 1/3 varv. Vi komprimerar/pressar ihop PTFE-röret i nästa steg för att säkerställa korrekt funktion. I vissa scenarier kan det räcka att rengöra hotend, sätt tillbaka PTFE och dra åt kopplingen ordentligt.
 |  |
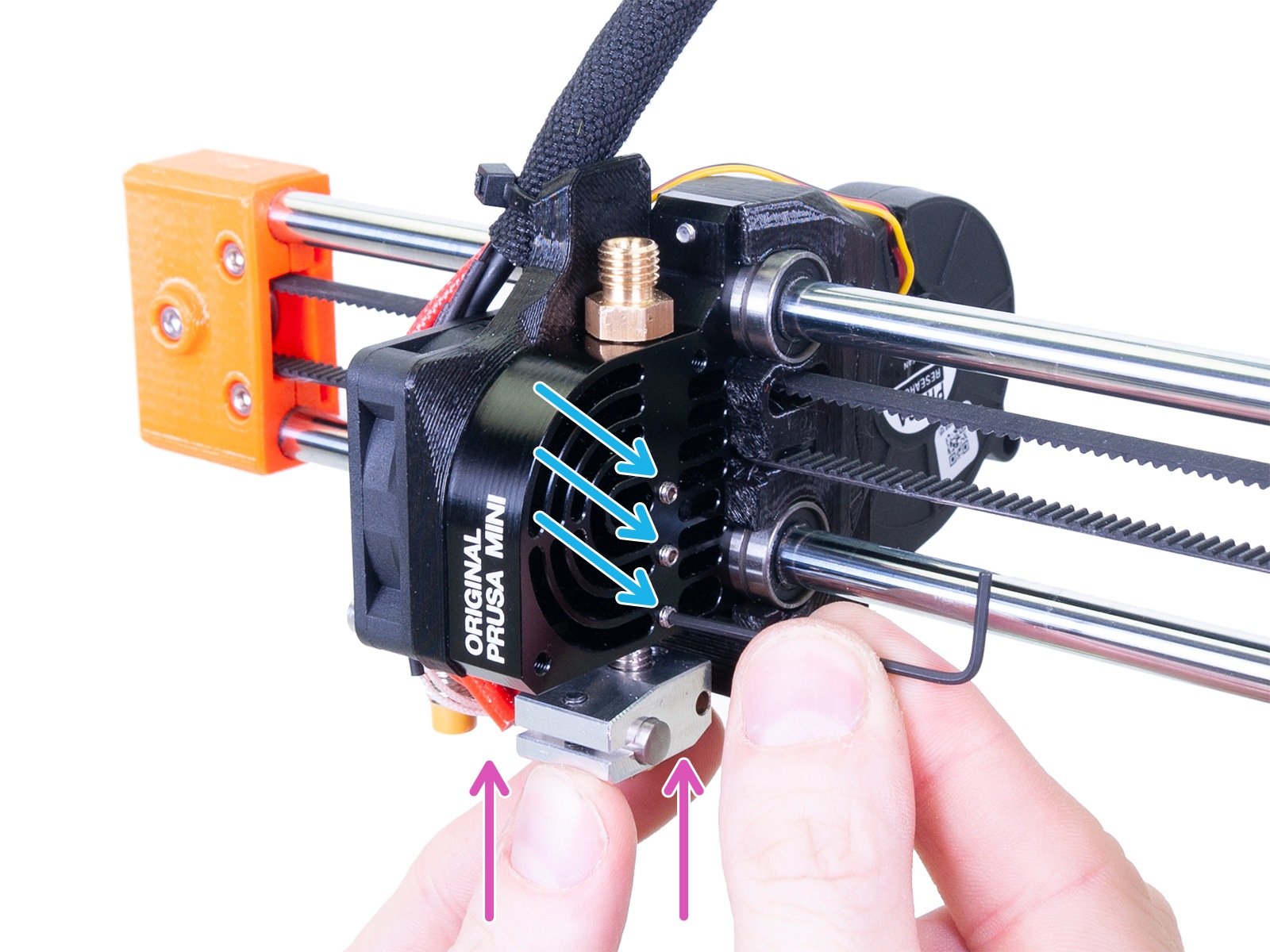
- Lossa de 3 ställskruvarna på sidan av kylflänsen med en 1,5 mm insexnyckel och tryck sedan upp värmeblocken innan du drar åt ställskruvarna igen. Först därefter, dra åt kopplingen i kylflänsen (den 1/3 varv) och komprimera PTFE-röret.
Se till att munstycket och värmarblocket är kallt innan du rör vid det.
 |  |
Du kan nu fästa Bowden-röret som leder till extrudern. Innan du testar skrivaren rekommenderar vi att du kontrollerar de två sista punkterna nedan.
Efter fixering av täppan kan
alla ovan nämnda frågor bidra till att filamentet slipas mellan remskivan och lagret. När tänderna på remskivan blir fulla av filamentdammet kommer extrudern inte att kunna ladda filamentet ordentligt.
Du kan antingen använda inspektionsluckan (se bilden nedan) för att kontrollera om remskivan är ren. Använd tryckluft för att bli av med dammet. För en mer grundlig rengöring, följ den här guiden Så här får du tillgång till och rengör extruderskivan (MINI / MINI +).
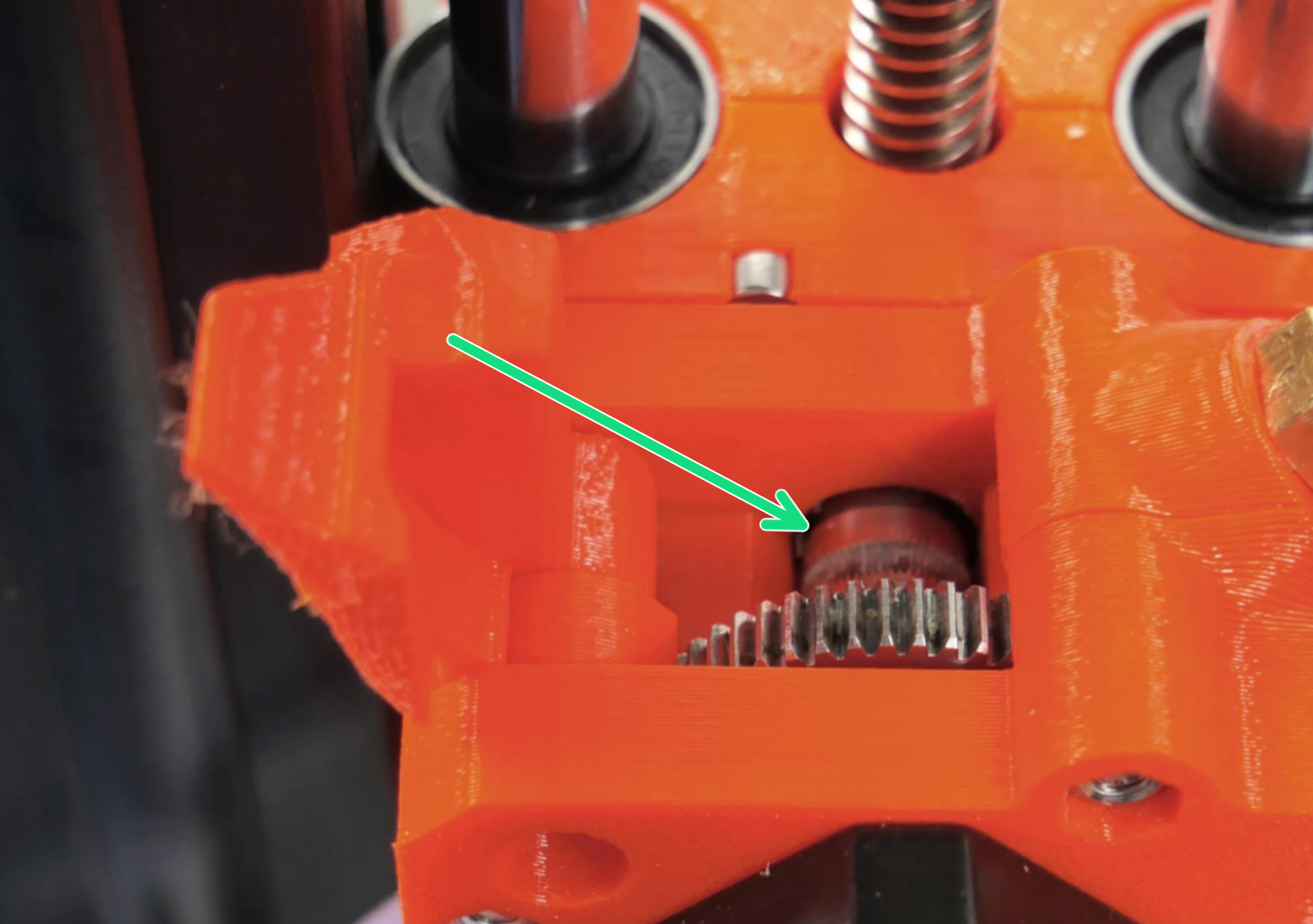
Använd inspektionsluckan för att kontrollera remskivan